Zu diesem Artikel gibt es auch eine Folge vom Podcast „Irgendwas mit Daten“: Ist ja Alles so schön bunt hier!
Datensatz für die Grafiken „Daten und Beschreibung Spritzguss.xlsx“
Die wichtigsten Kriterien für die Grafikauswahl
- Ziel: Was soll mit der Grafik dargestellt bzw. geprüft werden?
- Messniveau des Merkmals bzw. der Merkmale
- attributiv: Kategorien oder Klassen, z. B. Werkzeug 1, 2, 3 oder Prüfergebnis iO/niO
- variabel: Messwerte, z. B. Temperatur, Länge oder Rauheit
Grafiken für die Plausibilitätsprüfung
- separate Grafiken pro Merkmal bzw. Spalte im Datensatz
- für die Plausibilitätsprüfung besonders gut geeignet:
- attributiv: Balkendiagramm
- variabel: 1D-Streudiagramm / Einzelwertdiagramm & Zeitreihendiagramm
Die meisten Batches sind für 18 bis 22 Prozessdurchläufe verwendet worden, lediglich das erste Batch 13-574-PP ist nur 10 Mal eingesetzt worden, vgl. Abbildung 1. Der Kunststoff-Typ PE ist etwas seltener als PP verwendet worden, s. Abbildung 2.


Abbildung 3 zeigt die Werteverteilung der Massetemperatur (MTemp). Die Werte bilden eine Raute. Es sind keine Gruppen oder Extremwerte erkennbar. Im zeitlichen Verlauf in Abbildung 4 gibt es keine Muster oder Strukturen.


Die Werteverteilung der Durchmesser-Messwerte in Abbildung 5 zeigt eine tendenziell rautenförmige Verteilung ohne Extremwerte oder Gruppen. Über die Zeit verändert sich beim Durchmesser sowohl die Lage als auch die Streuung systematisch, s. Abbildung 6.


Grafiken für Zusammenhänge und Wirkstrukturen
2 Merkmale
- 2 attributive Merkmale: Mosaikplot
- 1 attributives, 1 variables Merkmal: Boxplot
- 2 variable Merkmale: Streudiagramm
Im Mosaikplot wird die Häufigkeit von Kategorien dargestellt. Je größer die Fläche, desto häufiger ist eine Kombination vorhanden. Abbildung 7 zeigt den Mosaikplot für Batch und Kunststoff-Typ. Die Flächen von PE sind tendenziell größer als die Flächen von PP, d. h. in den Daten sind etwas mehr Prozessdurchläufe pro Batch mit den PE-Batches enthalten als mit den PP-Batches.

Boxplots zeigen Kennzahlen einer Messreihe. Dafür werden die Messwerte der Größe nach sortiert und ermittelt, bis zu welchem Wert die 25 % kleinsten, 50 % kleinsten und 75 % kleinsten Messwerte liegen.
Die Linie in der Box ist der Median, d. h. 50 % der Messwerte sind kleiner bzw. liegen unterhalb der Linie. Die untere Boxgrenze ist das 1. Quartil oder 25 % Quantil. 25 % der Messwerte sind kleiner als diese Grenze. Die Box wird nach oben durch das 3. Quartil bzw. 75 % Quantil begrenzt. Drei Viertel bzw. 75 % der Messwerte sind kleiner als die obere Boxgrenze.
Die Linien nach oben und unten von der Box sind die so genannten Whisker (Schnurrhaare). Der Bereich, in dem sie gezogen werden können, ist von der Boxgrenze bis maximal 1,5-mal Boxhöhe. Der kleinste bzw. größe Wert in diesem Bereich ist der Endpunkt der unteren bzw. oberen Linie.
Messwerte, die weiter als 1,5-mal Boxhöhe von der Boxgrenze entfernt liegen, werden durch einen Punkt dargestellt. Diese Punkte sind keine Ausreißer, sondern sind oft auch bei normalverteilten Zufallszahlen vorhanden, s. „Sternchen im Boxplot sind keine Ausreißer!„. Wenn die Punkte deutlich entfernt von der Box sind (z. B. weitere als 3 Mal Boxhöhe), sollten die Messwerte in jedem Fall auf Plausibilität geprüft werden.

Abbildung 8 zeigt die Boxplots von Durchmesser nach Batch. Die Boxplots unterscheiden sich teilweise deutlich in ihrer Lage und Breite bzw. Streuung pro Batch. Vereinzelt werden Punkte angezeigt, die etwas weiter entfernt liegen.

Ein Streudiagramm trägt Wertepaare für jeweils einen Prozessdurchlauf gegeneinander ab. Teilweise wird das Streudiagramm auch xy-Diagramm genannt.
Abbildung 9 zeigt das Streudiagramm für Durchmesser und Massetemperatur (MTemp). Es sind keine Muster oder Strukturen erkennbar, d. h. visuell ist kein Effekt der Massetemperatur auf den Durchmesser erkennbar.
mehr als 2 Merkmale
Wenn mehr als 2 Merkmale in einer Grafik gezeigt werden sollen, können dafür Farben oder Symbole verwendet werden. Die folgenden Abbildungen zeigen eine Auswahl von 2D-Grafiken, in denen mehr als zwei Merkmale dargestellt sind. Ob eine solche Grafik informativ ist, hängt von der sinnvollen Auswahl des Grafik-Typs und der Symbole bzw. Farben ab.
Bei der Verwendung von Farben sollte immer auch darauf geachtet werden, inwiefern Menschen mit eingeschränkter Farbsichtigkeit diese Information erkennen. Immerhin haben 10 % der Männer eine Rot-Grün-Schwäche. Das Aussehen für eingeschränkt Farbsichtige lässt sich simulieren, z. B. mit dem kostenfreien Tool COBLIS.
In Abbildung 10 sind die Boxplots Durchmesser vs. Batch nach Kunststoff-Typ eingefärbt. Deutlich erkennbar ist, dass die PP-Durchmesser höher sind als die Durchmesser, die mit PP-Kunststoff gefertigt wurden.

Im Streudiagramm Durchmesser vs. Massetemperatur (MTemp) in Abbildung 11 zeigen die unterschiedlichen Farben und Symbole für die beiden Kunststoff-Typen PE und PP, dass die Durchmesser mit PP größer sind als die Durchmesser mit PE. Es gibt keine weiteren offensichtlichen Strukturen, die mit der Massetemperatur und dem Kunststoff-Typ zusammenhängen.

Das Streudiagramm Durchmesser vs. Massetemperatur mit verschiedenen Feldern für die Kunststoff-Typen PE und PP sowie unterschiedlichen Farben je Batch ist ein Beispiel für eine überladene Grafik. Eine Zuordnung der Batch-Nummern zu den Punkten in der Grafik ist kaum möglich. Es gibt hier bis auf die schon bekannt Abhängigkeit vom Kunststoff-Typ PE und PP keinen weiteren Erkenntnisgewinn, wann die Durchmesser-Messwerte größer oder kleiner sind.

Das Streudiagramm Nachdruckhöhe (NDH) vs. Nachdruckzeit (NDZ) in Abbildung 13 zeigt zwei Gruppen von NDZ-Wertebereichen. (Hier nicht gezeigt: Diese entstehen durch unterschiedliche Einstellungen je Kunststoff-Typ im Prozess.)
Zu sehen ist, dass bei niedrigen NDZ-Werten die Durchmesser umso kleiner werden, je niedriger die Nachdruckhöhe eingestellt ist. Bei höheren Einstellungen der Nachdruckzeit ist die Wirkung der Nachdruckhöhe tendenziell umgekehrt: höhere NDH-Einstellungen liefern kleinere Durchmesser als niedrige NDH-Einstellungen. NDH und NDZ wirken in Kombination auf den Durchmesser anders als wenn sie einzeln betrachtet werden, d. h. hier gibt es eine Wechselwirkung oder Interaktion von NDH und NDZ auf den Durchmesser.

Ursache-Wirkungs-Beziehungen
Für Ursache-Wirkungs-Beziehungen gibt es zwei Arten von Grafiken, entweder direkt aus den Messwerten (ohne Modell) oder mit einer funktionalen Beziehung zwischen Einfluss- und Zielgrößen (mit Modell). Grafiken ohne Modell sind weniger glatt.
Abbildung 14 zeigt ein Konturdiagramm für Durchmesser nach Nachdruckhöhe (NDH) und Nachdruckzeit (NDZ) ohne Modell. Das Erscheinungsbild ist stufig, da keine glättende Modellfunktion verwendet wird.

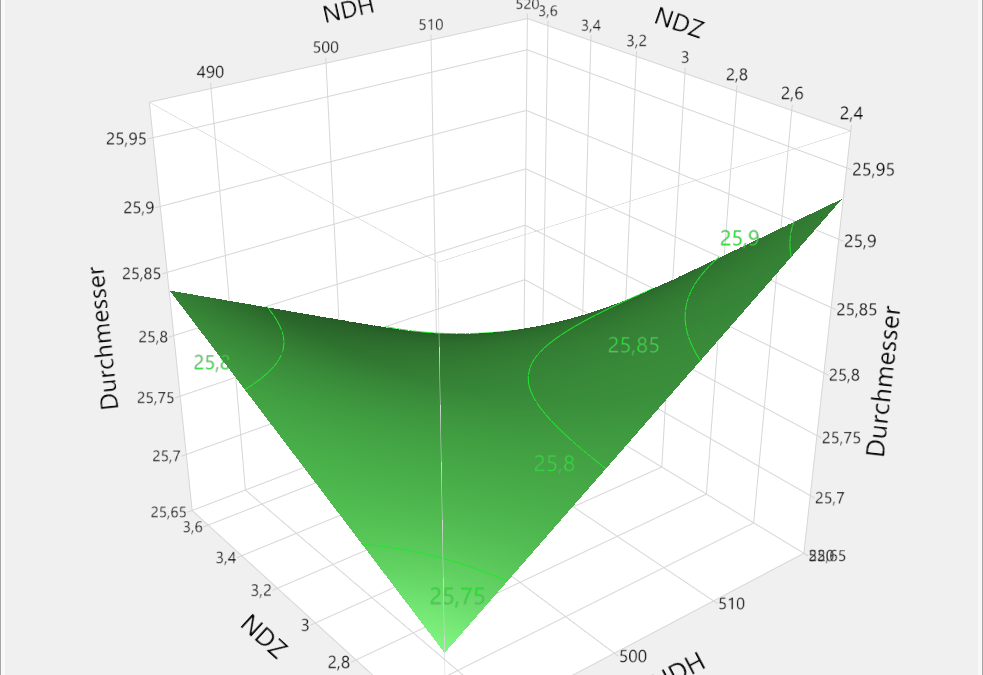
Im Vergleich zu Abbildung 14 zeigt Abbildung 15 ein Wirkungsflächendiagramm für Durchmesser nach Nachdruckhöhe (NDH) und Nachdruckzeit (NDZ) mit Modell (hier: Regressionsmodell). Die in sich verdrehte Fläche signalisiert, dass es eine Wechselwirkung zwischen NDH und NDZ gibt.

Abbildung 16 liefert das Effektediagramm bzw. Haupteffektediagramm für das Regressionsmodell Durchmesser nach NDH und NDZ. Mit der Einstellung NDH=500,023 und NDZ=2,9769 wird ein Durchmesser von 25,79206 erreicht. (Die Einstellwerte sind jeweils die Mitte des Wertebereichs von NDH und NDZ.)

In Abbildung 17 ist die Wechselwirkung zwischen NDH und NDZ dargestellt. Die nicht-parallelen Linien zeigen die Wechselwirkung bzw. Interaktion deutlich: die Wirkung von NDH wechselt je nachdem, wie NDZ eingestellt ist (und umgekehrt).

Es gibt viele Möglichkeiten, mit Grafiken Strukturen und Eigenschaften von Merkmalen sichtbar zu machen. DIE immer richtige Grafik gibt es nicht. Probieren Sie einfach aus, welche Grafik-Typen für Sie und Ihre Anwendung am besten passen.